

 联系我们
联系我们


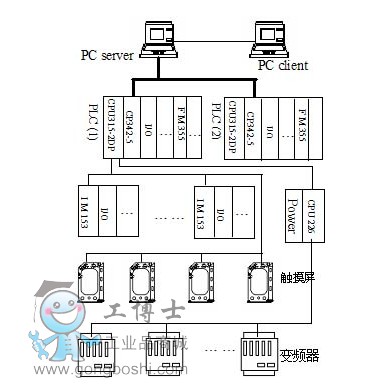
由于系统比较复杂,控制采取分层控制策略,由两台上位机完成工厂级的监控及数据管理功能,触摸屏和PLC完成现场级的控制,采用Profibus现场总线的方式进行通讯。上位机留有接口,可连接局域网和广域网,以利于进一步的开发。其中数字输入点有900多点,数字输出有400多点,模拟量输入20个。
下面以这个食品加工厂为例,组成一个集中控制系统。
其中PLC(1)用于主系统,PLC(2)用于辅助系统。辅助系统的组成与主系统相似,因此图中省略了其构成。PLC选用S7-300系列的CPU315-2DP和S7-200系列的CPU226,PID模块为FM355C,通讯模块为CP342-5,扩展模块为IM153-1,I/O模块则使用到:数字输入模块选SM321、数字输出为SM322、模拟量输入为SM331。上位机选用西门子的工控机,它内置了PCI接口的CP5611卡用于与PLC通讯。
选用S7-300系列的CPU315-2DP是为了能进行扩展I/O模块以满足控制点数的要求,而用于扩展的IM模块的选型则是依据IM模块与中央控制器CPU315-2DP的距离。
由于所有的I/O模块均放在同一组控制柜里,因此选用了通讯距离在5米范围内的IM153-1[1]。当IM模块与中央控制器的距离较远时可以选择通讯范围为100米的型号的IM模块。
触摸屏选用富士UG420H-SC1,10.4英寸、128色STN显示,基于Windows95/98/NT操作平台下的专用组态软件,界面友好直观,易学易用,大大节省产品开发周期。编程软件中备有大量的图形库(开关、灯、棒图等)供选择,还可以根据用户需求编辑所需要的工艺图形,能够转换BMP文件和AUTOCAD中的DXF文件。
在硬件连接完成后,需要在组态软件中指定系统的硬件配置以及设置一些通信参数等等。首先制定所使用的触摸屏的类型,这里选择默认的UG420(640*480 10.4inches);下一步指定和触摸屏通讯的PLC类型及型号,这里选SIEMENS S7-PROFIBUS;最后一步指定系统参数,首先是读区和写区,读区是指作为从PLC读入数据的缓冲,如果系统中需要显示趋势图的话那么读区应当设大一些,一般设1000个字就可以了,写区用于显示存储屏幕的状态、页码、画面层叠以及报警状态等等。另外在对话框No.of Word Setting for I/O中需要指出触摸屏的MPI地址,以及传输的帧长度,MPI地址在PLC的硬件组态里已经定义好了,两者必须一致,否则会出现通信错误。另外帧长度为32字节;奇偶校验为奇校验;数据长度8位;停止位1位;通讯方式RS-485。
UG00S-CW具有非常完善而强大的组态功能,在开发组态的时候,开发者可以不去考虑通信协议的问题,因为富士公司已经将这一切的技术细节都屏蔽掉了,它具有智能的寻址功能。在建立一个按钮时,这个按钮在PLC中的预先有定义(在西门子PLC中,无论是数字量还是模拟量的定义都是在DB块中)。假设这个按钮的地址是DB2.DBX2.0(它的含义是第2个DB块中第2个字节的第0位),触摸屏中按钮的地址应表示为DB2:2-0。我们可以看到,除了地址的书写方式有所不同以外,你几乎无需作其他的工作,你无需去定义变量、更无需去理会通信的帧结构等等。
对于模拟量同样如此,只不过在模拟量中你需要指出模拟量所占的字节个数,其他的同数字量一样简单。可以说,UG00S-CW在处理基本的模拟数字量的时候非常简单、方便,但是在处理一些较为复杂的情况时却遇到了意想不到的问题。在这个食品生产线的集中控制系统,其中就涉及到富士触摸屏和西门子PLC中的通信格式的兼容问题。
